



���ػ������������ⰸ���������Բ�
�ؼ��ʣ����ػ�����������ѹ��������У������ꡱ�Զ����ͱ�
��A�����ػ�������������
���ڲ������ػ��������ʦ�ڵ������ӷ������мң��Ի�е�ṹ�������Ҳ������Ψ������������Ʒ������Ϊ�����ٵ�ȱ�㣬�����������Ƚ��ĵ��Կ���ϵͳ�γɾ
��1 �����мһ�������֯�������ʦ��������һ�Σ�������һ̨С����ʽ��תͷʽ�ӹ����ĵ�������е�������ù�������Ψ�����õ���ȫ���հ���⣬�����û���˵����һ��ʹ�õ�����ȫ�����ڡ����ơ��������ᳫ�����ڻ������������������ֻ���ȴ�ߡ������������ͽ��ڻ����Ĺ�·��
��2 ��Щ���ػ�������ԭ������ͻ��ÿ����һ��ת�������������������ֻ�ý���7000ת�����������ֻ�ת�������¹��ߣ����ֻ�������״��������ܽ��������¶ȹ��ߵļ������⡣
��3 ÿ�����ػ��������ڸ�����תʱ��������ʱ��һ�㲻�������������Dz��á�һ�����������족�ķ���������ѹ���������ߵ��ȴ�������ˮ����ȴ���������Ǽ�װ�յ�����ȴ���ͻ����������������ȣ���ʱ����ռ�����������������ĸ����ǽ�������и�Ϊ������У���ѹ��У���������ľ�ѹ���죬��ʹ��װ��Խ��Խ���ӣ������������ĵ��ˣ�
��4 ��̨������ʽ�ӹ�����˵�����Ϲ涨��������46#��е�ͣ����û����������ֳ�ָ����װ������Ա��ͷҪ��������Ҫ��2#�����ͣ���仰���ñ����������ˣ������˵�˾䡰Ϸ�ԡ�����˵����涨46#�����ͷ˵2#��ճ�������ʮ�����Ƿ���������ƽ����22#�ɣ�˭֪��λ������Ա�����ϻس��������ܹ���ʦ���ۺ�ڶ��쵽�ֳ�Ҳ����û���������ʽ����22#��Ʒ���ɼ����Ǹ���������������ȷ�������Ի������������ǡ�����������������Ц���ٳ���
��5 ���ػ�����ϵͳ�����������ڲ������⣬�ر���Һѹϵͳ��������ѹϵͳ���ͣ���Ʒ�����ȶ����ػ������Ե���Ҫ��
��ô����Һѹ������Ⱦ���Ժη������¿ɷ�Ϊ�����ࣺ
��a�� �������ֵģ���ˮ�������ʵ����
��b�� DZ���ģ�����ԭ�еĻ�����ĩ��ϴ�ɾ���
��c�� �ɻ����ʵģ������й����л�е�˶���ĥ����Ʒ�������ʣ�
��6 �����ػ���һЩ������װ�ã��������ꡱ�Զ����ͱ���Ӧ��֪ʶ��ע1��ȱ���������������䵪����ר����˿����Ϊ���Ϳ������ߵ������¸û�Һѹϵͳ����ʧЧ�����о����������빤�������ѡ�ò���������Ŀ�ҧë������ͷ���ѵ��¹ʡ�
��7 ���ػ����黯ҺҺ���ϸ�������
��8 ���ػ���Һѹϵͳ��ĭ̫������
��9 ���ػ����ľ�ѹ���������������
��10 ���ػ�����������ȫ������˵����涨���ͣ���Ϊû�����ˣ�
��B�����ػ���������ķ�����Բ�
�������ʮ�����⣬��һһ�������ҳ��Բ����£�
��1 ��ȫ��Ħ��ѧ��ǰ���³�л�Ѱ�Ժʿ�Ĺ۵��ǣ�����������Ҳ��һ���� е�����������ʹ��Щ��е���ʦ������ƻ������㲿��ʱһ��Ҫ���ӡ�����ֻ���������ƣ������Ż���⡰�����������ͽ��ڻ����Ĺ��·�����
��2 ���ڸ��������˵������ѡ���Եø���Ҫ��
��1�� �������úϳ���֬����ԭ������ͨ���ͣ��������Դ��������ػ����ڸ��١��߸����³������Ĺ���������Щ����ת������ж���ͨ���Ѻ���ʤ�Σ�����7011��7018��֬��˵��ȫ����ʤ�Σ���ÿkg�ϳ���֬�������Լ۱ȴ�Ϊ���㣬������������콫�Ǻϳ��͵����£�
��2�� ��Һѹϵͳ��˵ҲӦѡ�øߵ�Һѹ�ͻ�����Һѹ����ճ����Ե�һЩ����ԭ��46�| ��ѡ32�|������ʹ��Һ��Ħ��ϵ���½�Щ����ճ����Һ�����Բ�ʱ���ʵ�����Щ��ĥ����
��3 ��һ�����������족�Ǹ��е�����ά����Ա�����������ı�Ȼ����� Ϊ������Ҫ�Ӵ����������ڽ��ܡ����������е���Ҫλ�õ���������֮�����ǹؼ����ؼ����������Ǽ�����Ҫ�ġ�
��4 �Թ����������쳧���ܹ���ʦ���������ʦ��ҲҪ������֪ʶ����ѵ�����������Ժ���Ƴ����ػ�����ѡ�õ���ʱ������ЩЦ����
��5 һ�����ػ���Һѹϵͳ����Ӧ������17�����ң��е�Һ�ŷ���ʱӦ������14/11��������Ʒ��Ⱦ�Ȳ��ܵõ���Ч���ƣ��豸���Ͻ������ӣ�����������Һѹϵͳ����60%-70%����Һ��Ⱦ�йء�
Һѹ���ȷּ�Ҳ�ж��ֱ�����Ҫ�й��ʱ�ISO-4406��������SAE-4059��������ֱ�NAS-1638�������㷽�����£�
���ȵȼ�����
NAS SAE ISO4406-87 ISO4406-99��Һ�ŷ��� 5 2 14/11 16/14/11
ҶƬ�á������� 7 4 16/13 18/16/13
����ѹ������ 7 4 16/13 18/16/13
���ֱ� 8 5 17/14 19/17/14
�������Ʒ� 9 6 18/15 20/18/15
��ISO-4406�����֣���Һ���ȿɷ�Ϊ0-30���ȼ��������dz��õ���Ҫ��13���ȼ����ֱ��ǣ�8~19����
Ҫ�������ػ�����ϵͳʼ����࣬˵�������ף��������ѣ����취���Dz��٣�������Һϵͳ�м�װ������̽��������������������ʱ��������ĩ�����ɶ���ȡ��������������ڷŴ��¹۲���ĩ�Ĵ�С����������������ʱ֪�������ڲ�ĥ��Ĺ��������о��Ƕ�һЩ�����䣨100~200KG�����ߣ�����ȡ�����飬�Ա�������֪����Һ��ʵ�ʱ仯���������Ǽ�ǿԭ���豸�������ĸ�����װ�ã���ʱ��ϴ�ɾ������������������ٲ���ʤ��ʱ�����װFM������ʽ������Ҳ�Ǹ��ð취��
��6 ��������װ�ó��֣��������ꡱ�Զ���֬���������ע1�����ɣ���������������������˨�����Ϳ�֮���²����ĸ��ʲ��ߣ��ڴ˲���˵�ˣ����Ƕ�������ĥ������������ӹ�ʱ��������ʱ������������д����ԣ���Ϊ�������������������ӣ���������Ŀס�ҧë����ͷ���ѣ��Ľ�������ѡ����ĥ����ˮ�Ժõ�MOS23#﮻��ȣ���ȷ�����İ�ȫ���С�
��7 ���ػ����黯ҺҺ���ϸ�����ô������
�������ػ����Ǹ�ˮ���黯Һ�����硢�����Ͷ���ϵͳ��֯��һ��ĸ��ӻ�е��һЩҺѹϵͳ��������ϵͳ����������������黯Һ���У���Һ���ϸ���һЩ���������������鷳�����黯Һ�����и��ʹ���ʱ���ʹ�����������������黯Һ������٣���һ�������ǵ���Һ�����黯Һ��ᵼ��ĥ���ӹ�ʱɰ�ִ�ֱ��ʹ�ӹ��������½�����Ȼ��һ�������˷��˱�������ͣ�Ϊ�˵���������������Ҫ��ʱѰ����©��Դ����ʱ��©���ã�ʵ�����ã�ֻ�����黯Һ�����ҳ�·������װ�б�������ձ��ά������Щ�����黯Һ������������ߣ��Ա㱣�����ػ����黯Һ��ĸɾ���
��8 ���ػ���������������֮�Բ�
����������ĭ�кܴ��Σ�������Ҫ����Ը�������Բ����£�
1�� �жϷ�����ȷ�ж�����ԭ���Ǹ���Ҫ��һ������ֻ����������˳���� �ϣ���֢��ҩ��
2�� ��е������������Ϊ���λ�ã�����������ܡ��ͱõ�ҺѹԪ���Ƿ��ɶ�©����������Ӧ��ʱ���̣��Ϸ�й¶��Щ���ǻ�еά����Ա���ɵķ���ĭ�Բߡ�
3�� ��������ÿ�ζ�Һѹϵͳ����װ�����Ϊ��ֹ����·��Ĵ������ݣ�Ӧ���Գ������Ƚ���������ʩ�����磺��ЩҺѹ���з�������ר�����������û������װ��Ҳ��������ֻҪ�ڳ��ο�������ʱ��Һѹ���л����г̷���������������������������
4�� ������෨��ѡ�ú�������Ҳ�Ǽ������ݵ�һ������������������̫𤣬�����Բ��������ʱ�����ݣ���ʱ���ʵ�ѡ��Щ��ճ�ȵ��ͣ���֮Ҳ����ѡ��ճ��̫С���ͣ�����Ҳ�����ݡ�����÷�ֹ����λ̫�Ͷ����ݼ���ת����������̫���Ҷ���������ĭ��ǰ��Ҫ�Ӹ���λ��������ȴҪ�ʵ�������λ��������Ҳ����Ҫ�����ˮ���ҳ���������ͼ�ʱ�Ķ�����ϴ���ͣ�������������������Ҫ���ݴ�ʩ��
5�� ���Ϳ��ݷ�������901������ע2����������������ְ취������Ԥ����������������ʱ�����ü��������������Ӽ���
��9 ���ش��ͻ�����ѹ����Ϊʲô�������У�
�����۽�����ѹ�����Dz������У���ʵ��ʹ�ù�����ȴ�������룬����̨��20M����������������ѹ���켰������������ʽ��ϳ������̨����ľ�ѹװ�ã������������ص���������
����ԭ����Ҫ�����漸�����أ�
a. ��Һ���Ȳ������뵼��С��������Һ������ͨ�����������еĵ�������ֱ�ӻ�������ϴ�������»��黯Һ���뵼�����
b. ѡ�����͵���Ĥǿ�Ȳ���Ҳ�ᷢ������
c. ��������Ҳ�п��ܷ������У�����ѹװ�õ�����������⼰ʹ�ò������������������
d. ����Ʒ�ƺš�����ѡ�ò�������
e. ϵͳ��������ʧЧ
�����������ĶԲ��ǣ�
a. ������͵�����17�����ϣ����ܴﵽ14����15������
b. �Ծ�ѹ����������������������Щ���Ό�����ǽ�������һ������
c. �����ܲ�Ҫ�����ɻ��߹���̨���غɰ��ò��ײ�ƽ�⣬һͷ���ص�����Ҫ�Ľ�
d. ѡ�ú��ʵĸ�Ʒ����ƷҲ�ǽ������Ĺؼ�����ѹ����ѡ����ƷҪ�������ڡ����Ƴ̶ȸ�Щ���ɷ�ֹ��Ʒ��ϵͳ�нὺ�ʲ�����Ҳ����˵ѡ����Ʒ��������Ҫ�ߡ�Ҫ��������Ҫ���ǿ������Ժá����⣬��Ʒ��ճ�Ȳ���̫�ߣ�һ��ѡ��32#������ճ��
e. ����ϵͳ�и�������Ҫ��ʱ��ϴ������Ҫ����
��10 ��˵����涨�����ѵ�û����������
���������С�أ����ǵ��͵ġ��пɡ����ۣ���һ�����ɷ��Ĵ��ࣺa������ b���п� c������ d����ѡ��ܶ��е��������֪����������a������Ʒ����������Dz�Ʒ������������֮c��d�������Ʒ����Ҳ�����Ƽ��ã���Ϊ��ѡ���������Ʒ����̫�ã���������̫�����������ⲻ�����������ȵĵ�Ȼ��b�����пɣ������룬��������ʹ��b��Ʒ�ڱ����ڣ����ڣ���ʹ�á��пɡ����������ڻ���ĥ���ˣ����ֵ����������㲿��������̨�»����ˣ���������������������˭��Ϊ��ѡ��ȫ����˵�����Ƽ�ʹ���ߣ������Ǹ���С����������������й���е����ѧ���豸ά�ֻ�ࡶ�豸��ά�����ִ�������Ӧ�á��˽����ļ�P72��
�پ��ǽ��˼�룬���ܻ���˵����涨��Լ����������ʱ�ɽ������¸Ľ���
a�� �������û�����ԡʽ��ȴ���ߵ��ϰ취����Ϊ�����ϰ취��Ⱦ�������ƻ������豸��������ϵͳ����ʹ����������������ʽ����װ�ã��г�����м��ȫ�Ǹɵģ�������Ⱦ��������ȻĿǰ�����ڳ����ν���һЩ�ӹ�������֮���ػ������ƹ㣬�ϸ�������ӹ��д��Ľ��С�
b�� ��Ħʥ��������Ӧ�ÿ���˵�����ػ��������и������ش���������Ϊ���ػ���Խ��Խ���ӣ�ά���Ѷ�Ҳ�������ӣ����ڡ�Ħʥ���������������������ԭλ�������Ƿdz������һ��Ħ��ѧ�ĸ߿Ƽ���Ʒ��Ϊ�˿�Ԥ�ơ�Ħʥ�������ƹ㽫Ϊ���ػ���ά��������������ART������������������������
c�� ѡ�����������ػ����������ƹ㡰���⡱�������ӳ���Ʒ������
��ע1��
���������Զ���֬װ�ã�������û�ж���������£������Զ�����֬��
�����ڲ���Ҫ�ṹ��
�ԡ����ꡱ�Զ�֬װ�ý��н��ʣ�������µĽṹͼ��������ͼ��
��������װ�õ��ŵ㣺
���ڡ����ꡱ�Զ���֬װ���ܹ�����Ҫ�κ������������ܳ��ڵأ�1~2�꣩���ȵء��ɿ��ز�����Զ�����֬�����ҵ�����ֹͣ��תʱ�����Զ���ֹ��������������β�©�������˷ѣ��ֲ�����Ⱦ������������������������������ԭ����֬���������˹�����ʱ���ܹ�֬������̫�࣬�˷ѣ�̫���ֲ�����������ʱ����Ҫȱ��֬�����¹ʣ������Ǵ�����ʱ����е���ʽ�����ϵͳ�ȵȲ���������ȣ������ꡱ�Զ���֬װ��ȷʵ����װ�ü����ϵ�һ����Ծ��������������ѹ�û����˶�λ�Ȼ���Ħ���������ꡱװ�ø����ж����ŵ㡣
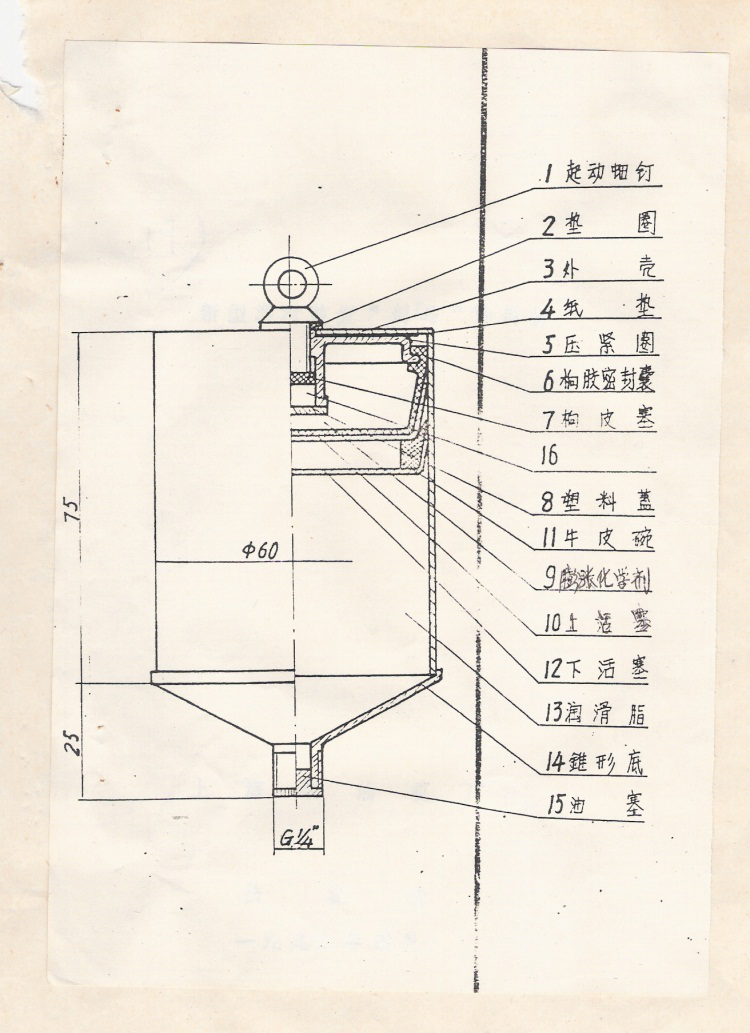
�����ꡱ��װ�ýṹͼ�������ƶ���˵��
��1�� ��ɫ������˿
��2�� ��Ȧ
��3�� �����ꡱ���
��4�� ֽ��
��5�� ѹ��Ȧ
��6�� ���ܷ���
��7�� ��Ƥ��
��8�� ���ϸ�
��9�� ��ѧҩ��
��10�� �ϻ���
��11�� ţƤ��
��12�� �»���
��13�� ��֬
��14�� ���
��15�� ��©��
��ע����ţ�10������11������12��������ϳ�һ�壬�������飩
����ԭ��
�����������ʣ������ꡱ�Զ���֬װ���ܲ��������������Զ�����֬������������������ɡ�
1�� ��������תʱĦ����������һ���������á�
2�� ������������
3�� �����ң�6���ڻ�ѧҩ�������ͣ�������������Ӷ��ƶ������飨10����11����12������ѹ����֬���������ش��γ�֬�ڣ�14������Ħ�����������ã����Ǹ���Ҫ���أ���
��֮��������;ֹͣ��ת��Ħ�����ı�������Сʱ����֬��ֹǰ���������ꡱװ��ֹͣ�������������ٴ��������ֳ������湤����֬������
�����ꡱװ�õ�Ӧ�ü�����
1�� �������ꡱװ�õײ���©����15����ж��
2�� ʹ�εײ���14��֮1/4������������Ħ�����Ϳ��������Ʋ�������
3�� �������ꡱװ�ð�װ�ڻ����Ϻ����Գ�ǰӦ���ڡ����ꡱ�����ɫ�����ݶ���1��֮���������ۡ�Ȧ�ڴ���һ��3��Ԫ��������������ֵĶ̸�˿����������˳ʱ�뷽��š��������Ŧ�ϡ����ۡ�Ȧ������k��Ϊֹ����ʱ˵���Ѵﵽ�����أ���һ�����Ҫ����ʱ�����ڻ�ѧƷ��ʼ���͡���
4�� ��6~12��������ʱ�����к�͵�ע���۲��顣�����֡����ꡱ�ײ����������������ĸ�����ɫ����ʾ��������ʱ˵����ֻ�����ꡱװ������֬�Ѿ��ľ���Ӧ��Ҫ��ʱ��ж�������µġ����ꡱװ�ã���ע�������¶�Ϊ25Oʱ��ѣ�
��ע2�����Ϳ��ݼ���ʹ�ù���
���Ƽ����ӹ����������ݷ���������������Ҫ�죬��ʵ�ʲ��������м�����100%Ҫʧ�ܵģ�����Ҫԭ���ǹ��ͱ��ش������ͣ����ؽ�0.83���ң����̻��³�������ײ����������������Բ��ѣ��ʼ���������ü������㣬Ψһ�İ취�ǽ��������ܽ���ú���У�������ʮ��ú�ͽ�5PPM�Ĺ���ϡ�Ͳ���ֽ���������ú��һ��������ĭ���������вſ�����Щ���ã�����������˵������ȥ�����Ѽӹ����ͣ����������Ǹ��ϺõĿ��ݼ������״�����Ч�����ԣ��ȵ���Ʒ�����ݣ��ٴ����ӹ���ʱ��ô�Ͳ����ˣ���ʱ��Ӧ���÷ǹ迹�ݼ���
�Ϻ����������о���
���Ԫ
 |
 |
